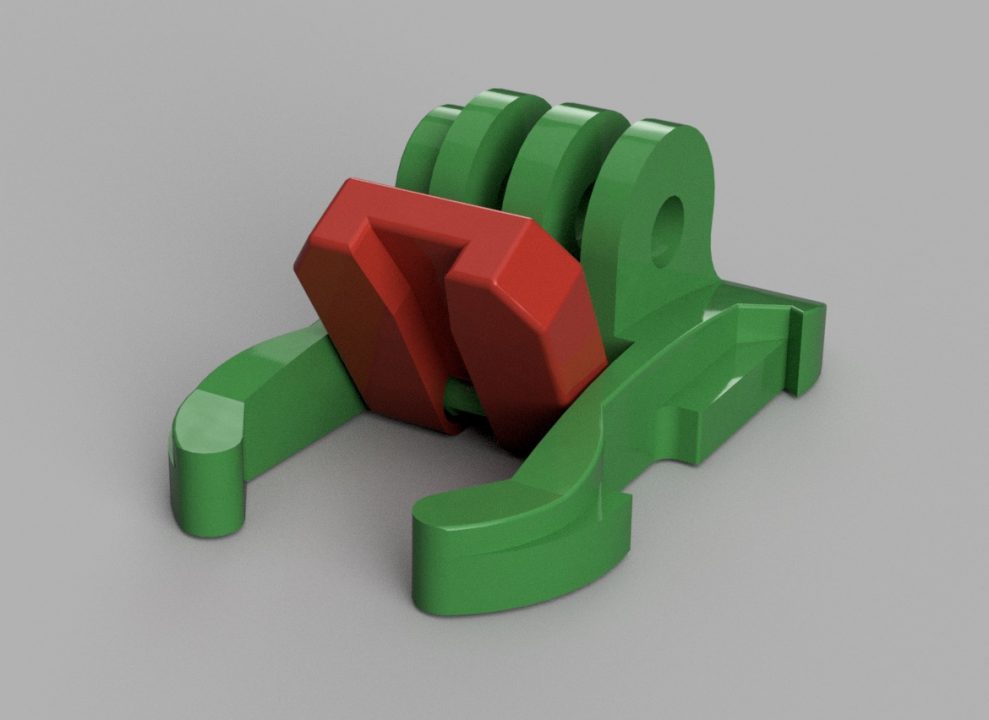
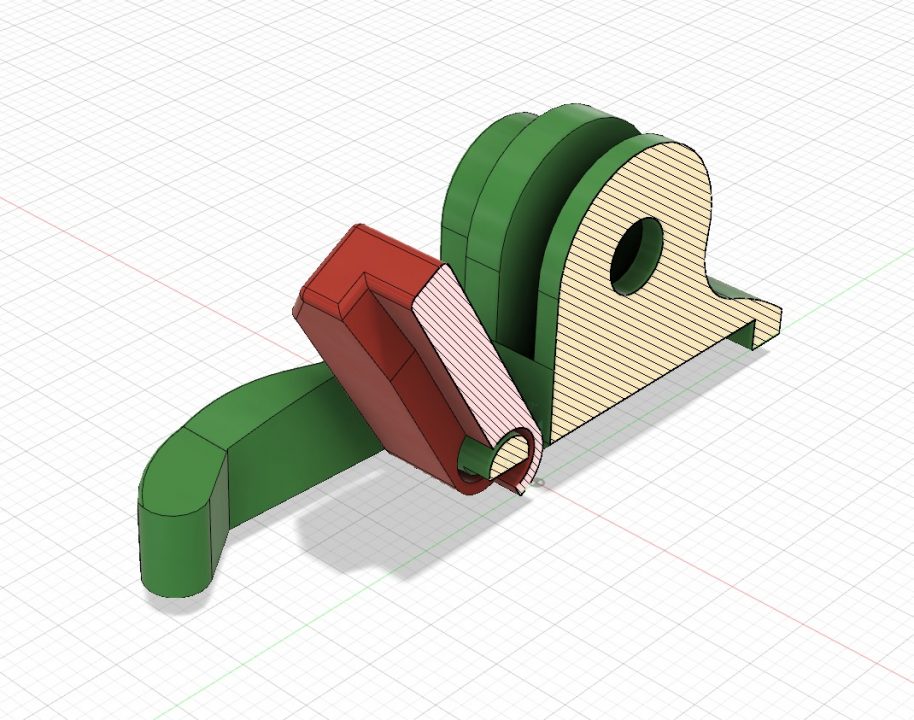
A standard verziót lusta voltam megrajzolni, inkább leszedtem a GrabCAD.com-ról és abba hackeltem bele a klipet lockolni képes kis bigyót:
Az STL-t szokás szerint viheted a youmagine.com-ról.
]]>A standard verziót lusta voltam megrajzolni, inkább leszedtem a GrabCAD.com-ról és abba hackeltem bele a klipet lockolni képes kis bigyót:



Az STL-t szokás szerint viheted a youmagine.com-ról.
]]>]]>
Mi az a “retraction”?
A retraction arra jó, hogy amikor a nyomtató a nyomtatás során a hotendet a printerünk A-ból B-be úgy mozgatja, hogy közben nem kell a fejnek műanyagot lepakolnia, akkor az olvasztófejünkből valóban ne jöjjön az olvadt műanyag. Ha jön, akkor találkozunk szembe az oozing (=szivárgás) vagy stringing (~=szálasodás) buzzwordökkel – mindkettő ugyanazt jelenti. Én magyarul azt mondanám a jelenségre, hogy “szőrös modell” – ebből rögtön érteni fogod, miről beszélek:
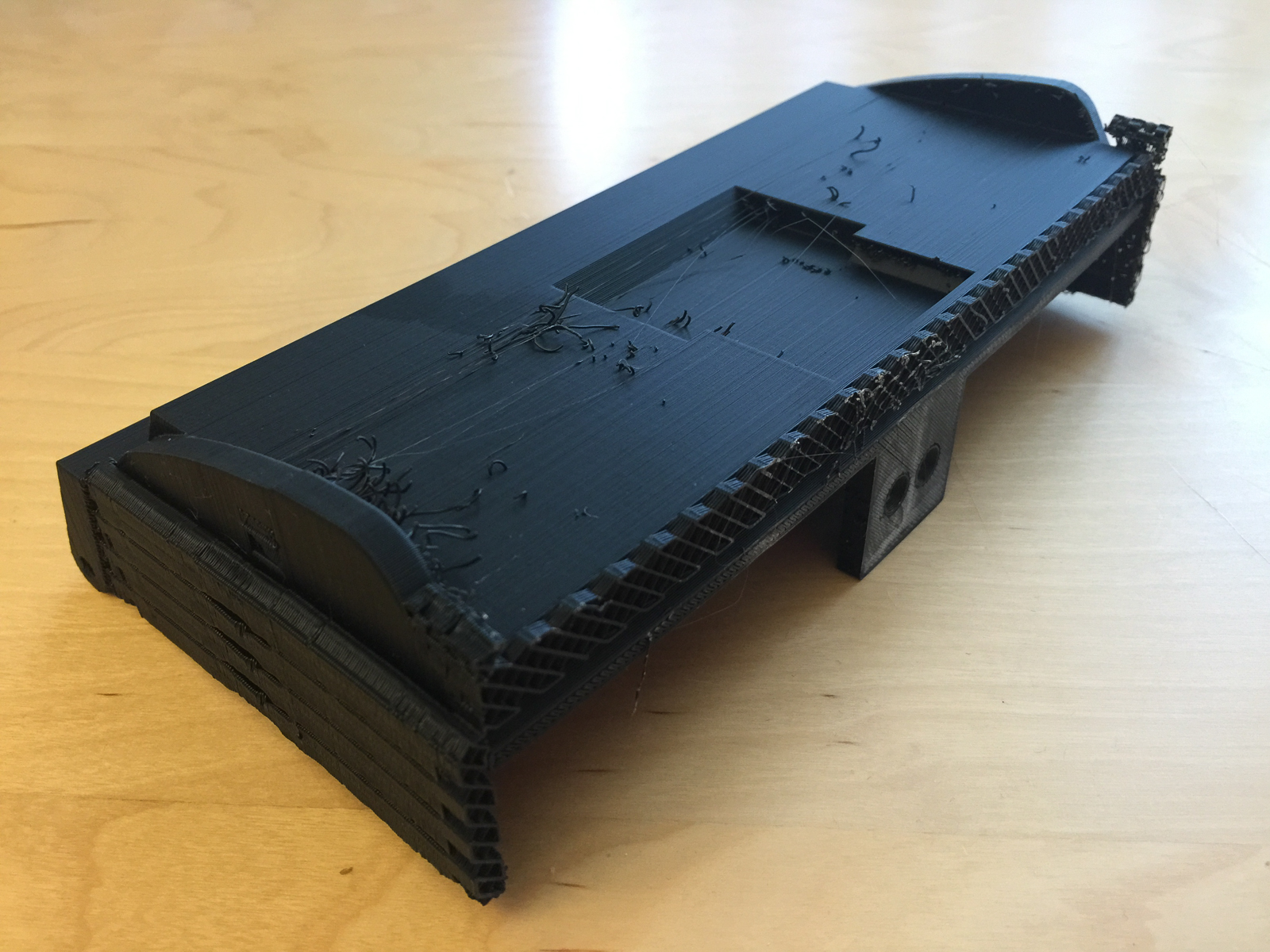 Szóval stringing/oozing alatt azt értjük, amikor a fejből akkor is jön az olvadt nyersanyag, amikor a fejet A-ból B-be mozgatjuk anélkül, hogy anyagot tennénk le. Ha nem használunk retractiont, akkor “A” pontban az extuder megáll, a hotend elindul és elmegy “B” pontba, ahol az extuder újra elkezd anyagot nyomni a hotendbe. Amikor a hotend “A” pontban elindul, a nozzle végében levő olvadt anyag odaragadva az “A” ponthoz egy egyre vékonyodó “szőrt” húz a modellünkön.
A retraction minden hiedelemmel ellentétben nem fogja kirántani az olvadt nyersanyagot a nozzle belsejéből, hanem csak megszünteti az olvadékra ható nyomást, amit a felette levő még merev műanyagszál gyakorol rá.
A slicer szoftverekben a retraction három paraméterét tuningolhatjuk általában:
Szóval stringing/oozing alatt azt értjük, amikor a fejből akkor is jön az olvadt nyersanyag, amikor a fejet A-ból B-be mozgatjuk anélkül, hogy anyagot tennénk le. Ha nem használunk retractiont, akkor “A” pontban az extuder megáll, a hotend elindul és elmegy “B” pontba, ahol az extuder újra elkezd anyagot nyomni a hotendbe. Amikor a hotend “A” pontban elindul, a nozzle végében levő olvadt anyag odaragadva az “A” ponthoz egy egyre vékonyodó “szőrt” húz a modellünkön.
A retraction minden hiedelemmel ellentétben nem fogja kirántani az olvadt nyersanyagot a nozzle belsejéből, hanem csak megszünteti az olvadékra ható nyomást, amit a felette levő még merev műanyagszál gyakorol rá.
A slicer szoftverekben a retraction három paraméterét tuningolhatjuk általában:
 Egy bárki által gyártott temp towert pusztán STL modellként letöltve persze nem vagy még kész, hiszen azt, hogy melyik réteg milyen hőmérsékleten készül el a slicer szoftvered fogja definiálni a nyomtatónak gyártott GCODE fileban. Miután a legszimpatikusabb temp tower modellt betöltöd a slicerbe, rá kell venni azt, hogy X rétegenként váltson hotend hőmérsékletet. Ezt persze megtehetjük kézzel is, de tegye fel a kezét az, aki látott már scriptet közelről és nem bízná ezt inkább valami automatára! Persze most megírhatnánk magunk is a GCODE-ba hőváltásokat injektáló scriptet – de minek, ha helyettünk megcsinálta ezt már más.
Szedjük le fablabnbg github oldaláról a tempinjector.py scriptet, töltsünk le vagy fabrikáljunk egy temp tower modellt, gyártassunk a kedvenc slicerünkkel GCODE-ot a temp tower STL fileunkból, majd injektáltassuk bele a hőváltásokat imígyen (ez egy Python script, úgyhogy egy Python interpreter persze nem árt alá :)):
Egy bárki által gyártott temp towert pusztán STL modellként letöltve persze nem vagy még kész, hiszen azt, hogy melyik réteg milyen hőmérsékleten készül el a slicer szoftvered fogja definiálni a nyomtatónak gyártott GCODE fileban. Miután a legszimpatikusabb temp tower modellt betöltöd a slicerbe, rá kell venni azt, hogy X rétegenként váltson hotend hőmérsékletet. Ezt persze megtehetjük kézzel is, de tegye fel a kezét az, aki látott már scriptet közelről és nem bízná ezt inkább valami automatára! Persze most megírhatnánk magunk is a GCODE-ba hőváltásokat injektáló scriptet – de minek, ha helyettünk megcsinálta ezt már más.
Szedjük le fablabnbg github oldaláról a tempinjector.py scriptet, töltsünk le vagy fabrikáljunk egy temp tower modellt, gyártassunk a kedvenc slicerünkkel GCODE-ot a temp tower STL fileunkból, majd injektáltassuk bele a hőváltásokat imígyen (ez egy Python script, úgyhogy egy Python interpreter persze nem árt alá :)):
tempinjector.py sourcefile.gcode targetfile.gcode STARTTEMP TEMP_INCREMENTS TEMP_STEPS_HEIGHT_MM BASE_HEIGHT_MMA fenti paraméterek jelentése:
 ]]>
]]>
CIB e-bank bug from Gabor Penoff on Vimeo.
Ilyenkor csak az applet reload segít, ami ezután “hálából” nem tud authentikálni a mobilToken által adott OTP kulccsal, csak majd úgy 5 perc múlva. So 2016!]]>  Egész pontosan 2:11-kor indul a buli, 3:07-kor kezdődik a részleges, 4:11-kor a teljes fogyatkozás. A teljes fogyatkozás állapotát 4:47-kor érjük el és 5:23-ig ki sem tud bújni a Hold a Föld mögül, szóval elég, ha 5-kor ránézel. Én is így fogok tenni.
Update: ennyit sikerült megörökíteni belőle a 135 f2.0 obival:
Egész pontosan 2:11-kor indul a buli, 3:07-kor kezdődik a részleges, 4:11-kor a teljes fogyatkozás. A teljes fogyatkozás állapotát 4:47-kor érjük el és 5:23-ig ki sem tud bújni a Hold a Föld mögül, szóval elég, ha 5-kor ránézel. Én is így fogok tenni.
Update: ennyit sikerült megörökíteni belőle a 135 f2.0 obival:
 ]]>
]]>
1:00 körül azt hittem nem látok komplexebbet, mint a darabolás előtti lézeres 3D scannelést – aztán 4:30-nál jött egy csontozórobot – döbbenetes.]]>
nem felejtetted el?
 ]]>
]]>
Kickstarteren a Tiko névre keresztelt 3D printer, amely nem Descartes kordinátarendszer alapon mozog, hanem ún. “Delta” printer. Egyszer mindenképp szerettem volna játszani egy ilyennel is, a Tiko 179 USD-s backer ára pedig elcsábított. Nézd meg a promó videót, aztán utána megdumáljuk a lényeget: Ami megtetszett a kis nyomtatóban: