Slicerek
Az 1.0-s 3D printer felhasználót eléggé tudja sokkolni a slicerek őrült mennyiségű paramétere, amiket nekünk látszólag mind tekergetnünk kellene. A valóság azonban az, hogy ettől ma nem kell rettegni, különösen akkor nem, ha olyan printert választunk,
- amelynek a gyártója támogatja az általunk használni kívánt slicert – ez esetben a gyártó jól felfogott érdeke, hogy az adott slicer szoftverhez finomra hangolt beállításokat szállítson
- amelyik körül elég nagy az aktív felhasználói közösség – majd a csapat kikóserolja a megfelelő setupot!
Persze ez nem azt jelenti, hogy a slicerek használhatatlanul, nulla alapkonfigurációval érkeznek, hanem sokkal inkább azt, hogy mi segíthet nekünk abban, hogy egy adott slicer az imádott printerünkre optimalizálva dolgozzon.
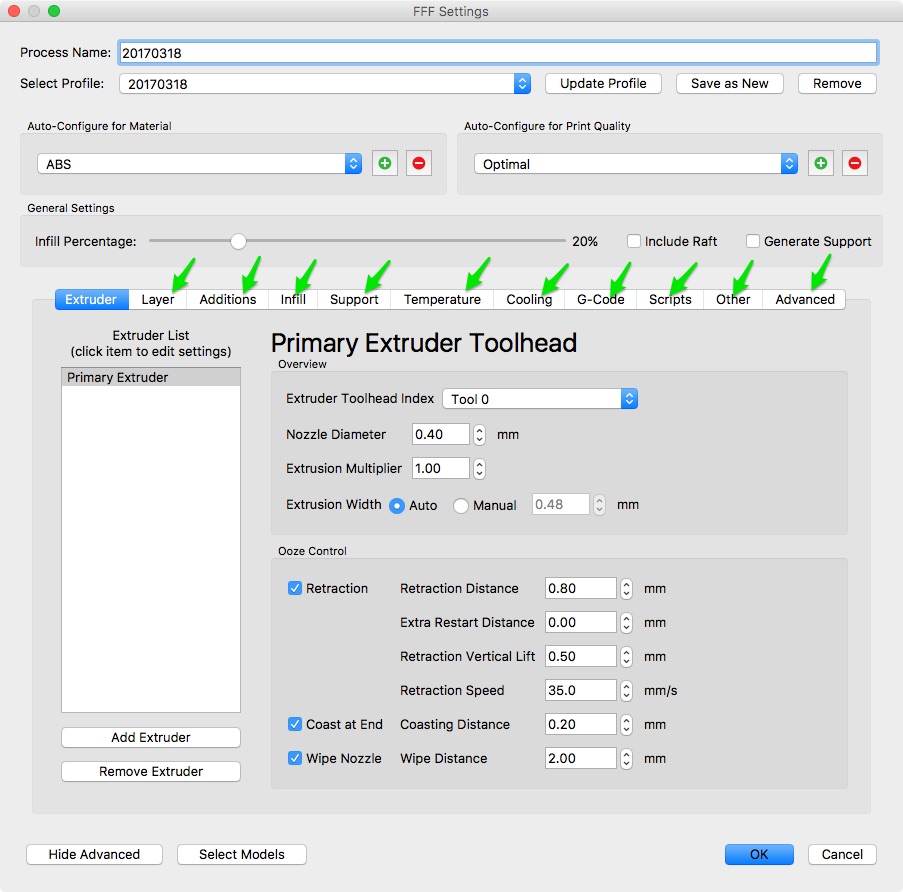
A legtöbb slicer app épp a sokkoló mennyiségű paraméter miatt kínál basic és advanced módú működést, a basic módban elrejtve a paraméterhegy nagy részét. A Slic3r ezt Simple/Expert módnak hívja, a Cura Basic/Advanced módnak, a Simplify3D pedig egy Show/Hide Advanced gombbal igyekszik megóvni az infarktustól. Ez utóbbit megmutatom, hogy ne aludj be a text-only poszt miatt – így néz ki a szimpla config:

Ez pedig az advanced mód (a zöld nyilak mind újabb paraméterzuhatagot nyitnak :)):
A slicerek paramétereinek csak egy része gépfüggő, azonban amikor nyersanyagot váltunk, akkor az anyagfüggő paramétereken is változtatni kell. Az egyes nyersanyagfajtákhoz is léteznek anyagfüggő default beállítások, ám ezek anyagminőség-függőek, azaz gyártónként némileg változhatnak (ezért van az, hogy az egyes nyomtatógyártók bizonyos, általuk is kipróbált/használt nyersanyagforrásokat javasolnak a printereikhez).
A nyersanyagok paraméterezésénél az hotend és a tárgyasztal hőfokán túl a nyomtatott testet hűtő ventillátor sebességét definiálhatjuk, illetve esetleg az extrudálás általános sebességén tekerhetünk, ha túl alacsonynak / túl nagynak éreznénk az anyagáramot. A hotend/tárgyasztal hőmérsékletét rendszerint külön definiálhatjuk a legelső és az összes többi rétegre (a Simplify3D akár rétegenként hagy ezen változtatni, de szinte sosincs szükség). Ennek az az értelme, hogy az első rétegnél a nehezebben tapadó anyagok (mint pl. az ABS) esetén érdemes kicsivel magasabb hőfokú nyersanyagot kicsivel magasabb hőfokú tárgyasztalra nyomtatni, hogy az első réteg tapadása kellően erős legyen. Persze rögtön jön a kérdés, hogy miért nem hagyjuk végig magasabb hőmérsékleten, amire a válasz az, hogy egyrészt a lágyabb anyaggal kevésbé precízen dolgozhat a printer és szinte biztos, hogy produkálni fogja az
utálatos “stringing” hibát a nyomtatott modellünkön, másrészt a túl meleg tárgyasztal és nyersanyag a jellegzetes
“elefánttalp” nyomtatási hibát okozza a printelt testeken.
Summa summarum, nekünk nagyjából a két hőmérsékletet kell jóra belőni. Szerencsére ehhez is van kismillió mankónk, elég mondjuk a “
temperature” szóra rákeresni a Thingiverse-en és már jön is az ezernyi kalibrációs GCODE, amivel precízen belőhetjük az adott nyersanyagunkat.
Én az eSUN nyersanyagokkal az alábbi értékeket használom és nincs velük probléma:
ABS, 1st layer, hotend: 255 ℃, bed: 105 ℃
ABS, other layers, hotend: 245 ℃, bed: 100 ℃
PLA, 1st layer, hotend: 215 ℃, bed: 55 ℃
PLA, other layers, hotend: 190 ℃, bed: 55 ℃
Autodesk Fusion 360
A Fusion 360-nal kapcsolatban érdekes módon ritkán kapok olyan kérdést, ami a konkrét használatával lenne kapcsolatos (lehet, hogy Fusion tutorialokat kéne csinálnom és akkor megindulna a dolog :)), de az szinte mindig azonnal jön, hogy “hogy éri meg az Autodesknek, hogy ez a cucc oktatási ÉS hobbi célra ingyenes?”. Elmondom, mit gondolok erről.
Az Autodesk Fusion 360 egy igazi vadállat, nagykorú terheléses szimulációval, CNC vezérléssel, sheet metal modellezéssel és olyan helyi vagy akár brutálisan durva teljesítményű cloud renderinggel, hogy lefosom tőle a lábam. Ezzel együtt még gyerekcucc, nagyon sok buggal, de hihetetlen ígéretes szoftver. Ha munkára használnád, az évi 300 USD-ba fájna, az ingyenes educational/enthusiast licensz meg évente egyszer szól, hogy még mindig ingyen kéred-e oszt jónapot. A forever ingyenes licenszt egyébként tényleg komolyan mondják, itt van a “Free for startups, hobbyists, and enthusiasts” duma alatt a kis info ikonnál egy erre vonatkozó szöveg
ezen a free trialra mutató linken. Valahol van a weben egy videó is, ahol az Autodesk CEO kiáll és elmondja explicit a kamerákba, hogy ez így is marad, mert ők szeretik a népeket meg wörldpísz.
A Fusion legnagyobb konkurrense az iparági standardnek számító Solidworks, amit a gyártója a mai napig nem hozott ki (és büszkén hirdeti úton-útfélen, hogy nem is tervez kihozni) Windowson kívül más OS alá. Az Autodesk ezt jól meglovagolja, nekiálltak megcsinálni Windows és OS X alá is a saját (64 bit only) szilárdtest modellező cuccukat, ami cloudban tart minden adatot és azonnal írni kezdték hozzá iOS-re és Androidra a viewer appot is. A full cloud app mellé jól odafér a csilliárdféle collaboration tool, amivel tényleg brutális mértékben haladnak, bár én ugye ezt senkivel nem használom ki, max. Roli nézegeti a CL3D modellt odafent 🙂 BTW az igazi rúgás az lesz majd a nagy konkurrensbe, amikor az alfa állapotból kieresztik majd a browserben futó Fusion 360-at a felhasználók kezeibe, ahogyan azt a
júniusi changelogban megszellőztették…
A csavar szerintem ott van, hogy minden pro CAD mocskos drága és így kb. csak azokból lesz a community, akik ezek használtatát alsó hangon egyetemen tanulják, míg a Fusion 360 esetében ott a rengeteg, nagyon nem lebecsülendő hobbista népek, akiknek sokszor nagyon jó ötleteik vannak, meg hát ugye a sokkal nagyobb mintából sokkal jobb lehet a merítés is.
A Fusionhöz 2-3-4 hetente jön újabb update, a fejlesztők a saját roadmapjük mellett hihetetlen aktívan figyelnek a felhasználóikra és kérik ki a véleményüket / ötleteiket. Ehhez gründoltak egy
IdeaStation nevű fórumot, ahová tolhatod a saját elképzeléseidet, illetve szavazhatsz mások ötleteiről is. Hogy mennyire komolyan veszi a gyártó ezt a fórumot, azt jól mutatja az
IMPLEMENTED státuszú ötletek listája.
Summa summarum, a Fusion 360 brutálisan hatékony eszköz, amivel minden hibája ellenére nagyon nagy élmény dolgozni, olyannyira, hogy ha most valaki olyan munkát ajánlana, amiben Fusion 360-nal kell modellezgetni, nem sokat gondolkodnék 🙂 Remélem ez elég meggyőzően hangzott ahhoz, hogy macskás videók helyett menjél azonnal Fusiont tanulni!-)
]]>
 Az agynyomtatásról Orosz Péter barátom írt már korábban, most csak annyi volt a különbség, hogy 1:1 méretben printeltem, hátha így érdekesebb lesz kézbe fogni az ereményt 🙂 Mindehhez kellett Gergőék MRI-je, Gergő tudása, amivel a voxeles scanből STL file-t generált, egy kis Meshlab kifordítgatni a hibás irányú háromszögeket, egy Simplify3D a könnyen leválasztható support generálásához, fél kiló fehér PLA és 48 óra türelem. ]]>
Az agynyomtatásról Orosz Péter barátom írt már korábban, most csak annyi volt a különbség, hogy 1:1 méretben printeltem, hátha így érdekesebb lesz kézbe fogni az ereményt 🙂 Mindehhez kellett Gergőék MRI-je, Gergő tudása, amivel a voxeles scanből STL file-t generált, egy kis Meshlab kifordítgatni a hibás irányú háromszögeket, egy Simplify3D a könnyen leválasztható support generálásához, fél kiló fehér PLA és 48 óra türelem. ]]> 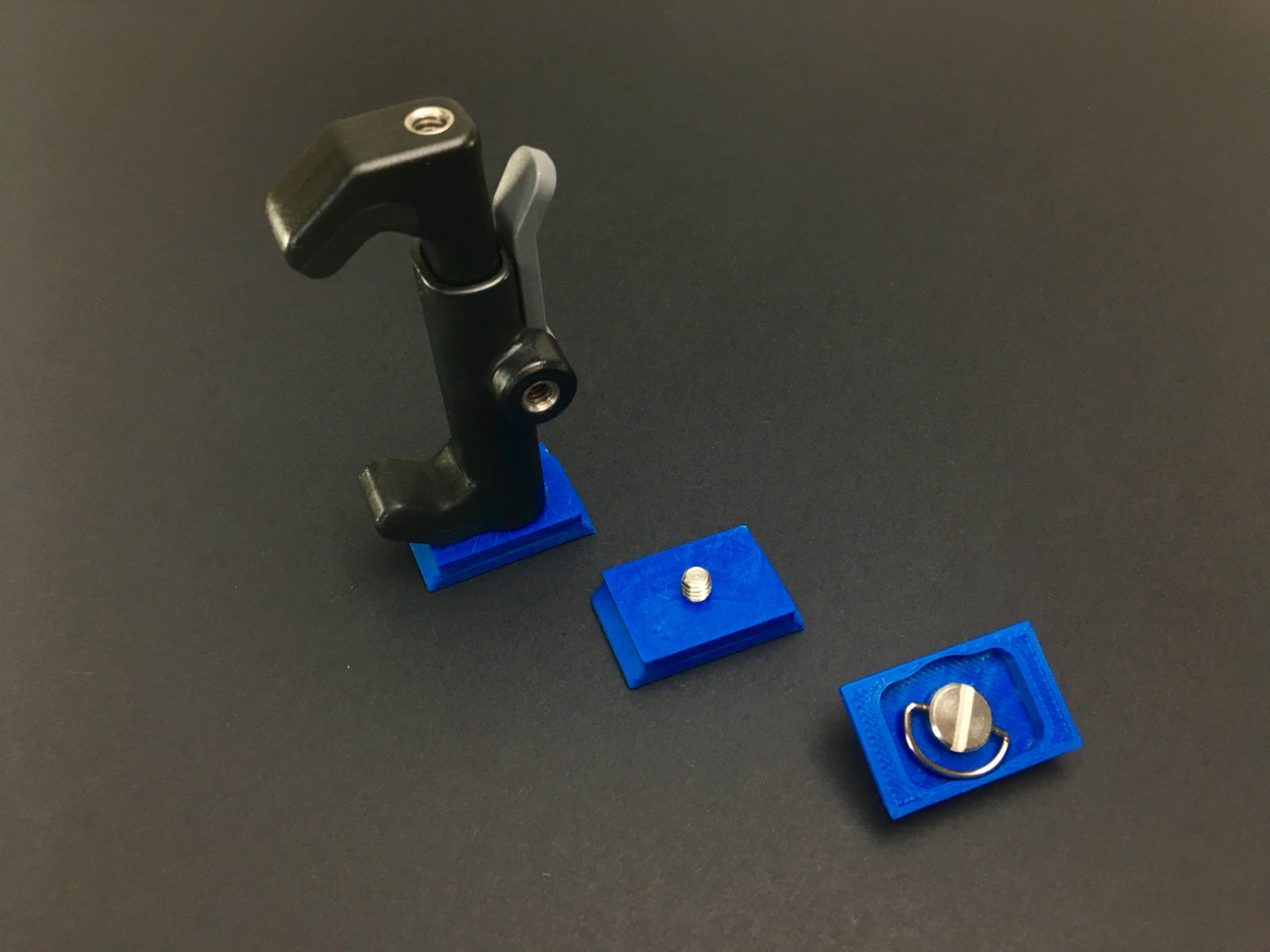 A kis bigyó aljába persze be kell tekerni egy 1/4-20″ UNC csavart, aminek
A kis bigyó aljába persze be kell tekerni egy 1/4-20″ UNC csavart, aminek 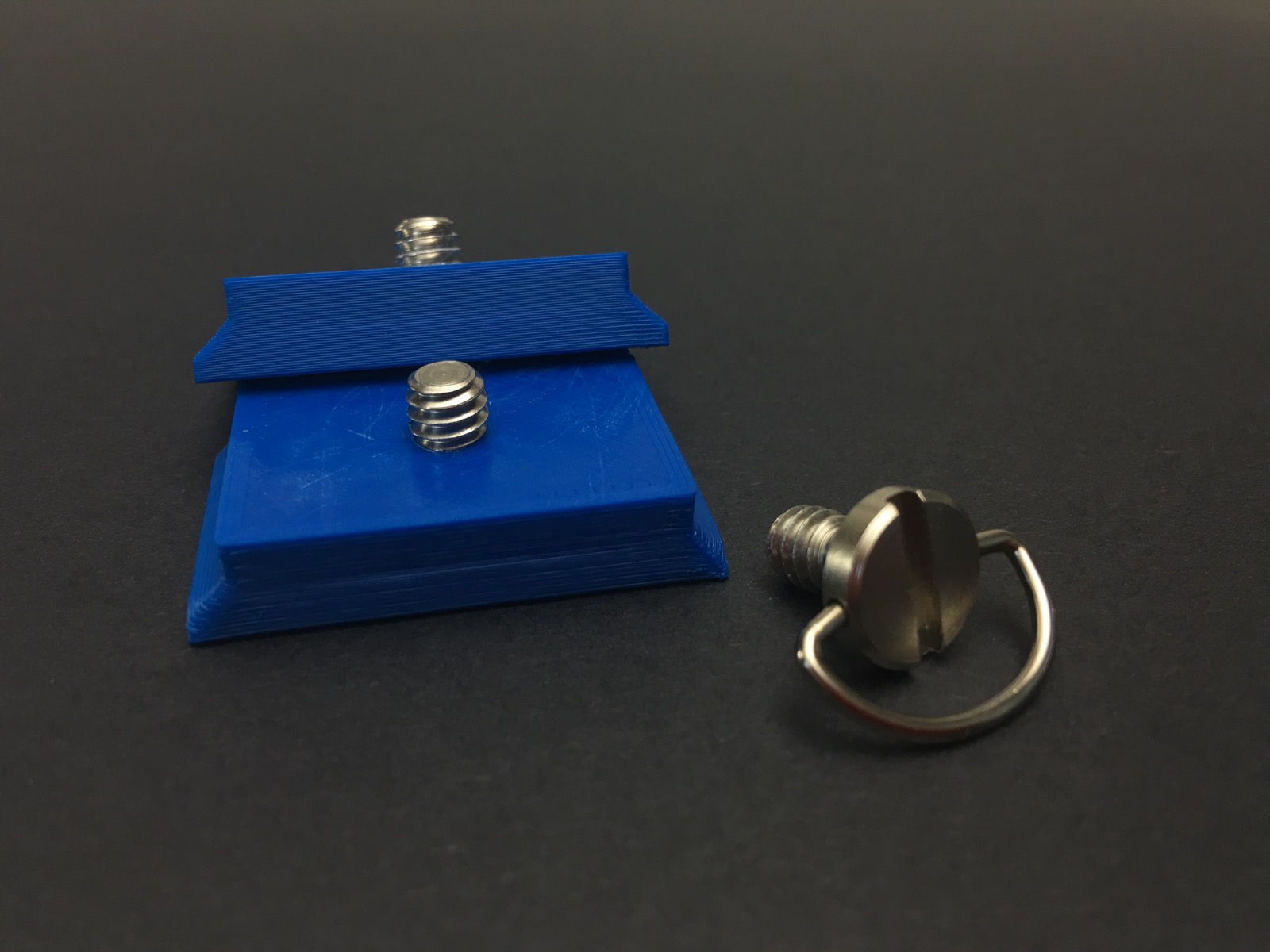 Ha fotóbuzi vagy és/vagy megtetszett a cucc, akkor a modellt szedheted a
Ha fotóbuzi vagy és/vagy megtetszett a cucc, akkor a modellt szedheted a 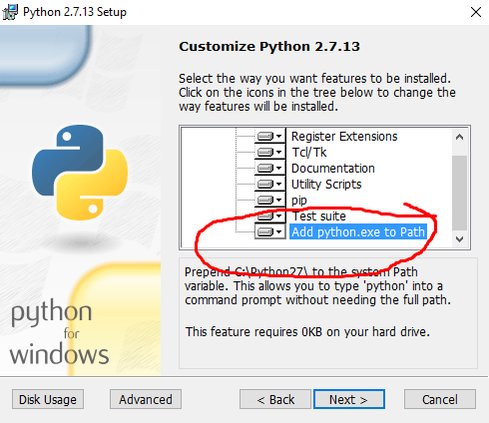





 A modellt szedheted a
A modellt szedheted a  Az asztal alján két darab
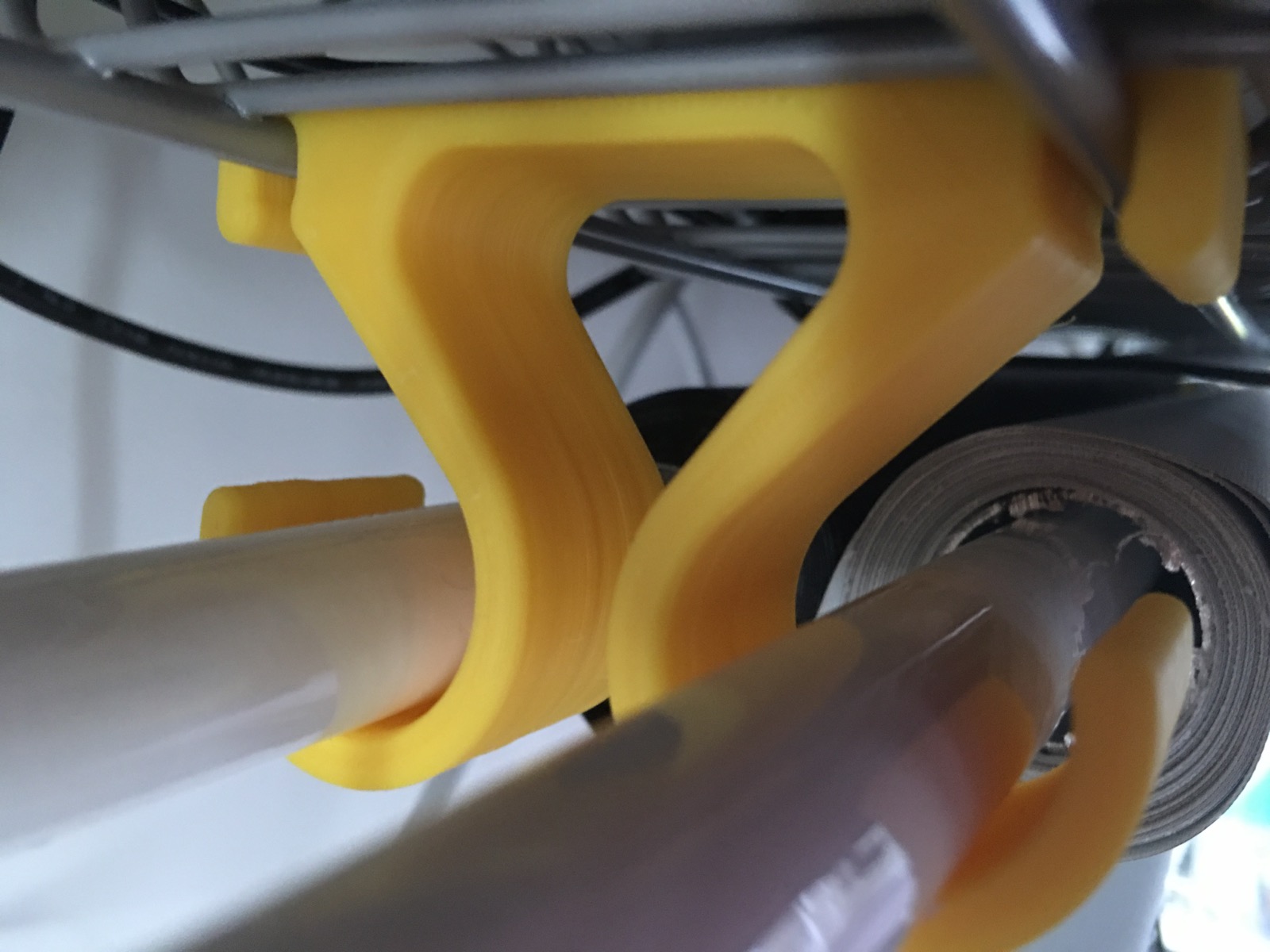
Az asztal alján két darab 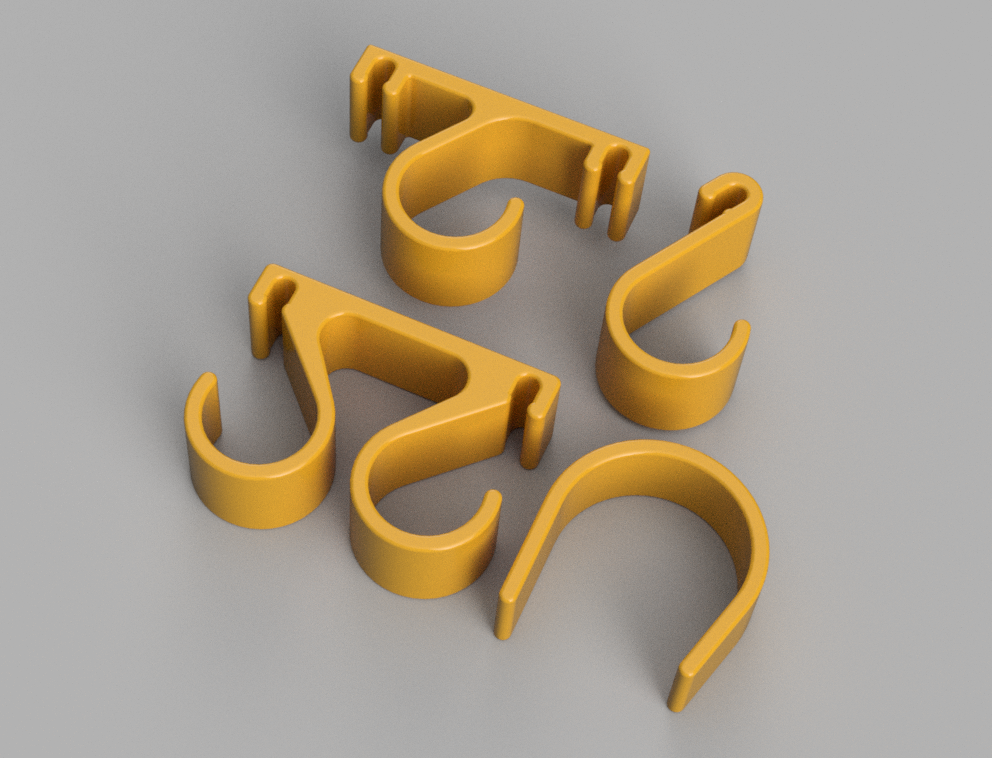 Az első próbálkozások ilyenek lettek élőben (először egy lengő horgot csináltam, aztán azt gondoltam, hogy jobb lesz, ha kicsit fixebben áll:
Az első próbálkozások ilyenek lettek élőben (először egy lengő horgot csináltam, aztán azt gondoltam, hogy jobb lesz, ha kicsit fixebben áll:
 Végül a dupla horgos megoldás lett az optimális, ami egyszerre tartja a fehér és a fekete vásznat is:
Végül a dupla horgos megoldás lett az optimális, ami egyszerre tartja a fehér és a fekete vásznat is:
 A horgok belső átmérője 25 mm, szóval akár vastagabb rudat is felakaszthatsz rájuk. Ha kedved kaptál, a modelleket szedheted a
A horgok belső átmérője 25 mm, szóval akár vastagabb rudat is felakaszthatsz rájuk. Ha kedved kaptál, a modelleket szedheted a 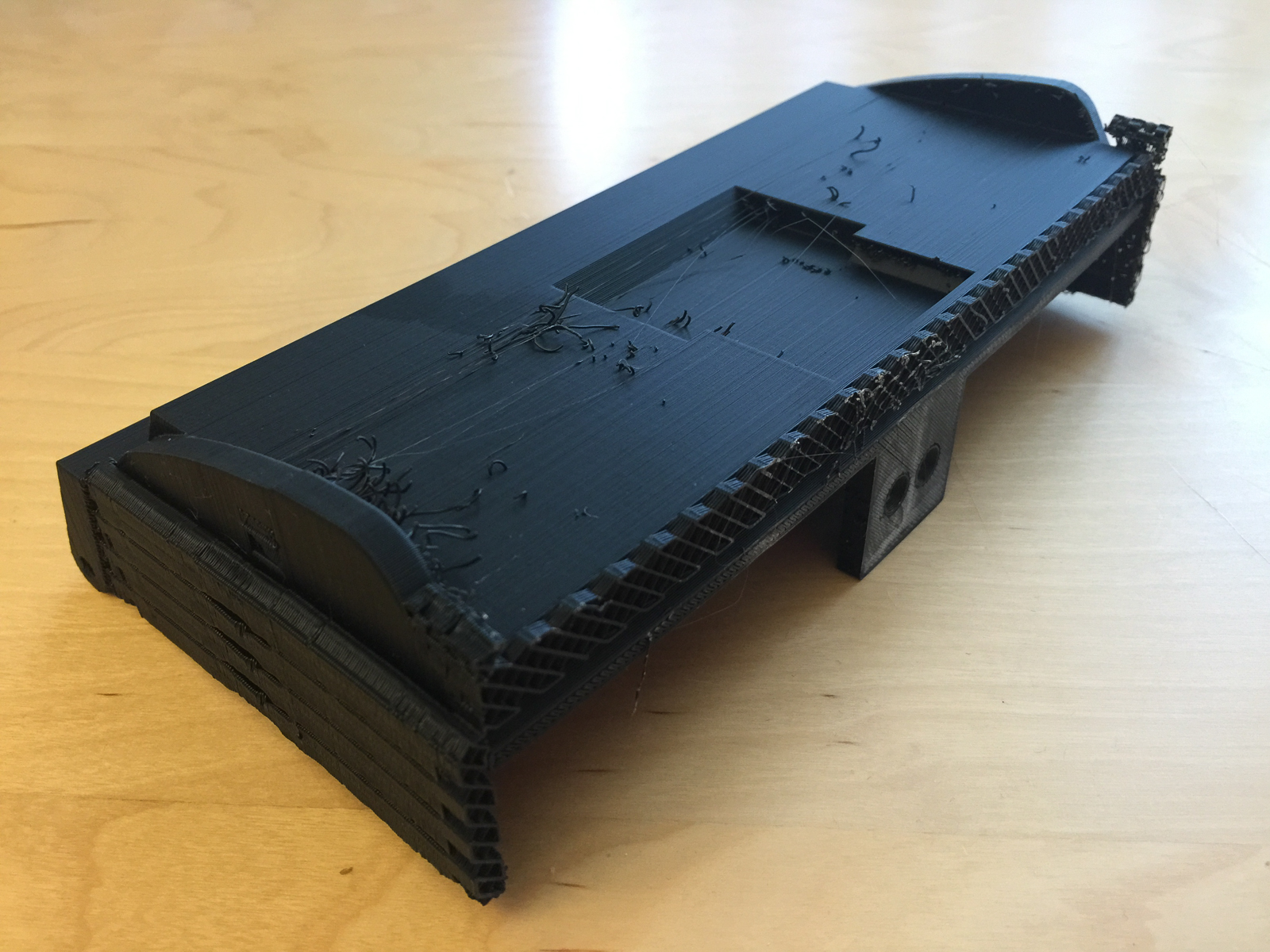 Szóval stringing/oozing alatt azt értjük, amikor a fejből akkor is jön az olvadt nyersanyag, amikor a fejet A-ból B-be mozgatjuk anélkül, hogy anyagot tennénk le. Ha nem használunk retractiont, akkor “A” pontban az extuder megáll, a hotend elindul és elmegy “B” pontba, ahol az extuder újra elkezd anyagot nyomni a hotendbe. Amikor a hotend “A” pontban elindul, a nozzle végében levő olvadt anyag odaragadva az “A” ponthoz egy egyre vékonyodó “szőrt” húz a modellünkön.
A retraction minden hiedelemmel ellentétben nem fogja kirántani az olvadt nyersanyagot a nozzle belsejéből, hanem csak megszünteti az olvadékra ható nyomást, amit a felette levő még merev műanyagszál gyakorol rá.
A slicer szoftverekben a retraction három paraméterét tuningolhatjuk általában:
Szóval stringing/oozing alatt azt értjük, amikor a fejből akkor is jön az olvadt nyersanyag, amikor a fejet A-ból B-be mozgatjuk anélkül, hogy anyagot tennénk le. Ha nem használunk retractiont, akkor “A” pontban az extuder megáll, a hotend elindul és elmegy “B” pontba, ahol az extuder újra elkezd anyagot nyomni a hotendbe. Amikor a hotend “A” pontban elindul, a nozzle végében levő olvadt anyag odaragadva az “A” ponthoz egy egyre vékonyodó “szőrt” húz a modellünkön.
A retraction minden hiedelemmel ellentétben nem fogja kirántani az olvadt nyersanyagot a nozzle belsejéből, hanem csak megszünteti az olvadékra ható nyomást, amit a felette levő még merev műanyagszál gyakorol rá.
A slicer szoftverekben a retraction három paraméterét tuningolhatjuk általában:
 Egy bárki által gyártott temp towert pusztán STL modellként letöltve persze nem vagy még kész, hiszen azt, hogy melyik réteg milyen hőmérsékleten készül el a slicer szoftvered fogja definiálni a nyomtatónak gyártott GCODE fileban. Miután a legszimpatikusabb temp tower modellt betöltöd a slicerbe, rá kell venni azt, hogy X rétegenként váltson hotend hőmérsékletet. Ezt persze megtehetjük kézzel is, de tegye fel a kezét az, aki látott már scriptet közelről és nem bízná ezt inkább valami automatára! Persze most megírhatnánk magunk is a GCODE-ba hőváltásokat injektáló scriptet – de minek, ha helyettünk megcsinálta ezt már más.
Szedjük le fablabnbg
Egy bárki által gyártott temp towert pusztán STL modellként letöltve persze nem vagy még kész, hiszen azt, hogy melyik réteg milyen hőmérsékleten készül el a slicer szoftvered fogja definiálni a nyomtatónak gyártott GCODE fileban. Miután a legszimpatikusabb temp tower modellt betöltöd a slicerbe, rá kell venni azt, hogy X rétegenként váltson hotend hőmérsékletet. Ezt persze megtehetjük kézzel is, de tegye fel a kezét az, aki látott már scriptet közelről és nem bízná ezt inkább valami automatára! Persze most megírhatnánk magunk is a GCODE-ba hőváltásokat injektáló scriptet – de minek, ha helyettünk megcsinálta ezt már más.
Szedjük le fablabnbg  Növényes pad:
Növényes pad:
 Madárles a Territory Wildlife Parkban (ha erre jártok, ezt a helyet ki ne hagyjátok!):
Madárles a Territory Wildlife Parkban (ha erre jártok, ezt a helyet ki ne hagyjátok!):
 Illegálisan kitermelt óriáskagylók héjából készített emlékhely:
Illegálisan kitermelt óriáskagylók héjából készített emlékhely:
 A krokodilok “7. érzékszerve” – a kis búbokkal érzi meg a víz rezdülését:
A krokodilok “7. érzékszerve” – a kis búbokkal érzi meg a víz rezdülését:
 Krokodilmentes fürdőhelyet jelölő tábla (csak úgy errefelé nem mehetsz be a vízbe, mert könnyen kaja lesz belőled):
Krokodilmentes fürdőhelyet jelölő tábla (csak úgy errefelé nem mehetsz be a vízbe, mert könnyen kaja lesz belőled):
 Egy ~6 méteres sósvízi krokodil állkapcsa – a felső állkapocs már az önsúlyától záródva, izmok nélkül is erős fájdalmat vált ki, ha bennehagyod a kezed a szájban:
Egy ~6 méteres sósvízi krokodil állkapcsa – a felső állkapocs már az önsúlyától záródva, izmok nélkül is erős fájdalmat vált ki, ha bennehagyod a kezed a szájban:
 A helyiek kiülnek naplementekor borozgatni a partra a Cullen baynél:
A helyiek kiülnek naplementekor borozgatni a partra a Cullen baynél:
 Didgeridoo bolt a Mindil beach melletti esti piacon:
Didgeridoo bolt a Mindil beach melletti esti piacon:
 Haletetés az Aquascene nevű turistacsapdában (ezt kerüld el messzire):
Haletetés az Aquascene nevű turistacsapdában (ezt kerüld el messzire):
 Termés:
Termés:
 Kötött reef (bárki meglephet egy ilyennel):
Kötött reef (bárki meglephet egy ilyennel):
 Rendesebb gyík, aki csak akkor dermedt mozdulatlanra, ha videózni kezdtük:
Rendesebb gyík, aki csak akkor dermedt mozdulatlanra, ha videózni kezdtük:
 Masszív apály (errefelé ~10 méter az árapály ingadozása):
Masszív apály (errefelé ~10 méter az árapály ingadozása):
 A boldogság 3 komponenséből (=jég a fogáshoz és a sörhöz, csali, gáz a barbihoz) az egyik elfogyott:
A boldogság 3 komponenséből (=jég a fogáshoz és a sörhöz, csali, gáz a barbihoz) az egyik elfogyott:
 Lekopaszodott pálmatörzs:
Lekopaszodott pálmatörzs:
 Pelikán eszik:
Pelikán eszik:
 Termeszvár – kemény, mint a csont:
Termeszvár – kemény, mint a csont:
 Tesla töltőfejek egy noname olcsó motel parkolójában:
Tesla töltőfejek egy noname olcsó motel parkolójában:
 A II. világháború alatt olajtartálynak épített alagutak egyikének belseje:
A II. világháború alatt olajtartálynak épített alagutak egyikének belseje:
 Wallabi simizés:
Wallabi simizés:
 Vízesés #1:
Vízesés #1:
 Vízesés #2:
Vízesés #2:
 ]]>
]]>