 Ez nem zörög, nem mocorog: két darab M5-ös csavar meg anya kell hozzá és pár 5 mm belső átmérőjű O gyűrű. Youmagine.com-ról viheted.]]>
Ez nem zörög, nem mocorog: két darab M5-ös csavar meg anya kell hozzá és pár 5 mm belső átmérőjű O gyűrű. Youmagine.com-ról viheted.]]>
3D nyomtatás: a néma kulcscsomó
Leave a reply
Ez nem zörög, nem mocorog: két darab M5-ös csavar meg anya kell hozzá és pár 5 mm belső átmérőjű O gyűrű. Youmagine.com-ról viheted.]]>
NaEzMi:
 Lassan kezdem utolérni magam, ez is felkerült a youmagine.com-ra, have fun, ha kell!]]>
Lassan kezdem utolérni magam, ez is felkerült a youmagine.com-ra, have fun, ha kell!]]>
commentben, hogy ártalmas-e az egészségre, ha a kerámia bögrén PLA-ból printelt fedőt használna. A válasz picit túllóg egy commenten, ezért rittyentettem belőle egy postot. Nem elég a nyersanyagot vizsgálni ahhoz, hogy eldöntsd, káros-e az egészségre egy printelt darab. Nézzük!
Prusa i3 MK2, aki az alktója után kapta a nevét), 2 napja orrba-szájba csak printel az új lakásnak 🙂 Egyelőre csak PLA-t, mert Józsinak még nincs saját háza (=closed chamber), de már beszereztem neki a LACK asztalokat, hogy valami ilyenben lakhasson. BTW el is felejtettem már, milyen jó illata van az olvadt PLA-nak a büdös ABS-szel szemben 🙂
A feladat a szokásos: ki kell találni, mire valók a modellek. Első segítségnek annyit mondok, hogy a kis bigyókban a lyukak átmérője 8.4 mm:
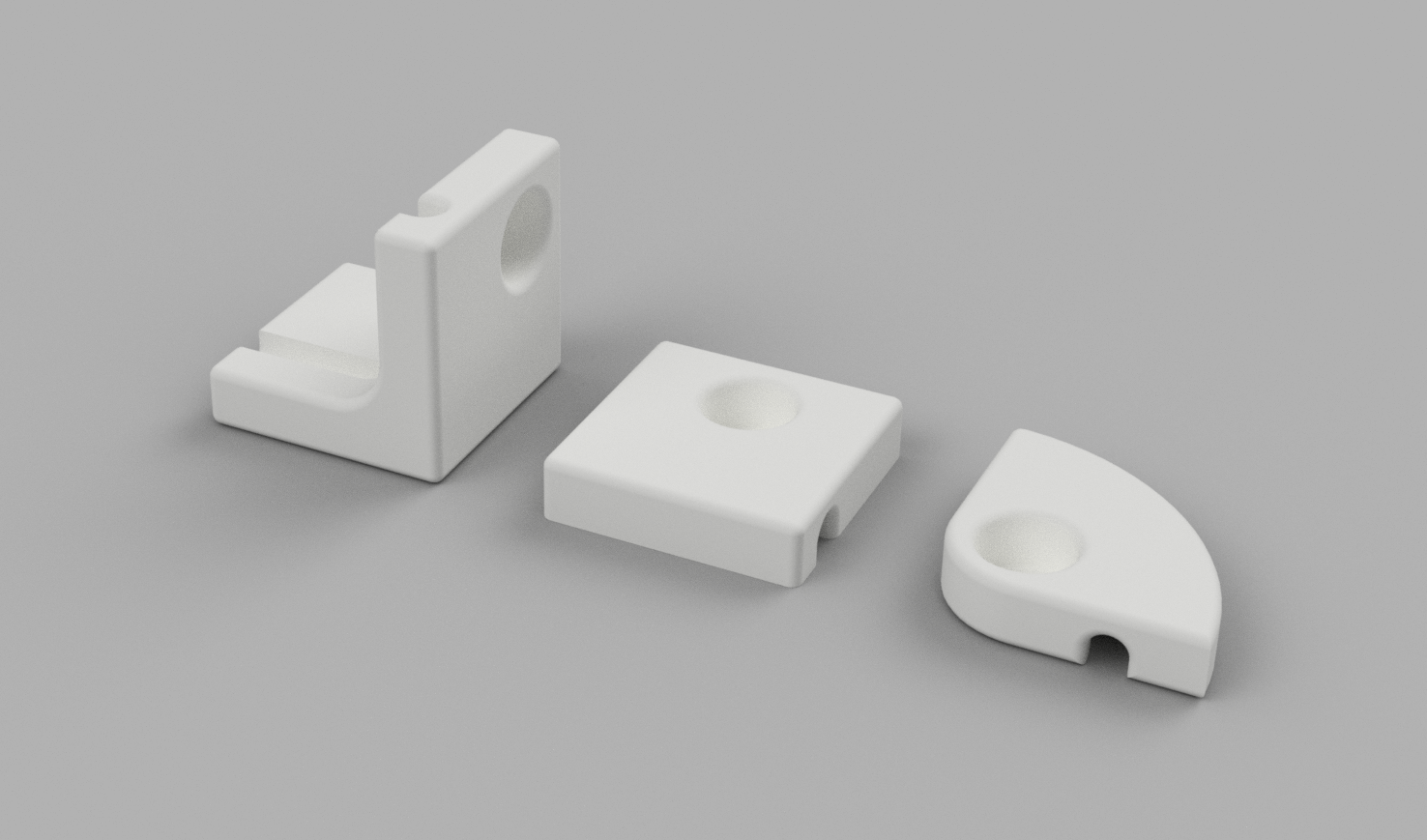 Rakhattam volna ide egy negyedik bigyót is, az viszont talán rögtön leleplezné az ötletet, úgyhogy egyelőre marad ez a három modell. Hajrá!]]>
Rakhattam volna ide egy negyedik bigyót is, az viszont talán rögtön leleplezné az ötletet, úgyhogy egyelőre marad ez a három modell. Hajrá!]]>
némi huzavona után elő is fizettem rá.
A Fusion 360 cloud alkalmazás, azaz minden adatod a felhőben lakik, oda dolgozol. A szoftvert elég gyakran frissítik, a frissítések párszáz MB méretűek. Egy ideje lehetőség van az alkalmazást offline módban is használni, ám ez csak 2 hétig tehető meg.
A netes sávszélességem elég limitált amíg még átmeneti helyen lakunk (=még minimum egy hónap), így eszembe nem jut software update-et indítani semmin sem. BTW nem tudod elképzelni, mennyire irritáló ez a 74-es piros karika egy OCD gyanús usernek:
 3D printer nélkül is használnám szerencsétlen Fusion 360-at, de sajna ebben a fent említett feltétel megakadályoz: a szoftvert szeptember végén frissítettem utoljára, azóta érkezett újabb update és a két hetes időablakon is bőven túl vagyok. Ennek ellenére írtam egy levelet a tech supportnak, hátha van valami megoldás, ha már dilis hobbistaként otthagyok náluk évi 300 USD pénzt.
Egy nap alatt meg is jött a válasz, íme:
3D printer nélkül is használnám szerencsétlen Fusion 360-at, de sajna ebben a fent említett feltétel megakadályoz: a szoftvert szeptember végén frissítettem utoljára, azóta érkezett újabb update és a két hetes időablakon is bőven túl vagyok. Ennek ellenére írtam egy levelet a tech supportnak, hátha van valami megoldás, ha már dilis hobbistaként otthagyok náluk évi 300 USD pénzt.
Egy nap alatt meg is jött a válasz, íme:
Thank you for contacting Autodesk Technical Support. I’m sorry to say that Fusion 360 is a cloud based product that requires you to connect with the internet at least every two weeks. However in my view, if you will be able to connect the slow internet, it would be fine. Because they need to sync the files with data server and to check login account. so before 2 weeks, I would suggest that you will launch Fusion 360 using internet mode at night before going to bed. but I’m not sure that connection speed whether good. My apologizes that I was unable to help you as much as you want.A válasz lényege röviden annyi, hogy ez bizony másként nem fog menni, próbálkozzak update-elni a fél megabites vonalon éjszaka és persze elnézést kérnek, hogy csak ennyiben tudtak segíteni. Pontosan az történt, aminek kellett: ha én cloud alapú szolgáltatást bérelek, akkor nekem kell biztosítanom a cloudhoz való hozzáférést, a szolgáltatónak meg a szolgáltatást. Ennek ellenére én ezt másként csináltam volna. Ha én adnám bérbe a szoftverem a neten, hasonló esetben megnézném, hogy az usernek tényleg van-e élő előfizetése és ha azt látom, hogy valóban fizető ügyfélről van szó aki átmenetileg nem fér hozzá a bérelt szolgáltatáshoz, akkor bizony meghosszabbítanám az ügyfél előfizetését mondjuk annyi hónappal, amennyi kiesik neki. Persze elesnék 3 havi bérleti díjtól, de nyernék egy hálás ügyfelet. Sajnos nem ez történik, ezzel együtt azonban nem tudom az Autodesket hibáztatni az általam megálmodott és elmaradt gesztusért 🙂 Amit tenni tudok, az az, hogy 2017 januárjában, amikor az éves Fusion 360 előfizetésem lejár, lementem a felhőben levő designokat offline-ba, regisztrálok egy új ingyenes hobbi accountot az Autodesknél, feltöltöm a mentett designokat, majd ha mindez sikerült, akkor lemondom az évi 300 USD-s előfizetésem náluk. ]]>
Preface: Régóta vagyok 3D printer nélkül, így sajna nincs is ilyen jellegű poszt mostanában. Azonban eszembe jutott, hogy írhatnék valamiről, ami a témába vág, nagyon is érint és alig várom, hogy kipróbáljam.
Hello Gabor, Yes we can make sure that printer will be shipped in one week. (You can also make a note for us in order section) You can also add the nozzle and all the accessories that you need. We do not have heatbed on e-shop because we use all of them for orders. We only offer them as a warranty replacement if needed. If you have more questions, please do not hesitate to ask. Have a nice day. Monika Customer SupportNagyon megörültem a segítőkész customer supportnak és a problémámon segítő Monikat a köszönőlevélben meghívtam egy sörre, ha Sydney-ben jár. Januárban jön errefelé, szóval sörözünk!) A printer az ígérteknek megfelelően megérkezett egy hét alatt. Kit-ben rendeltem, nagy volt a kísértés, hogy még indulás előtt összerakjam és játsszak vele, de végül ellenáltam és a gyári zacskókba csomagolva indult el Ausztráliába a 20 lábas containerben.
]]>
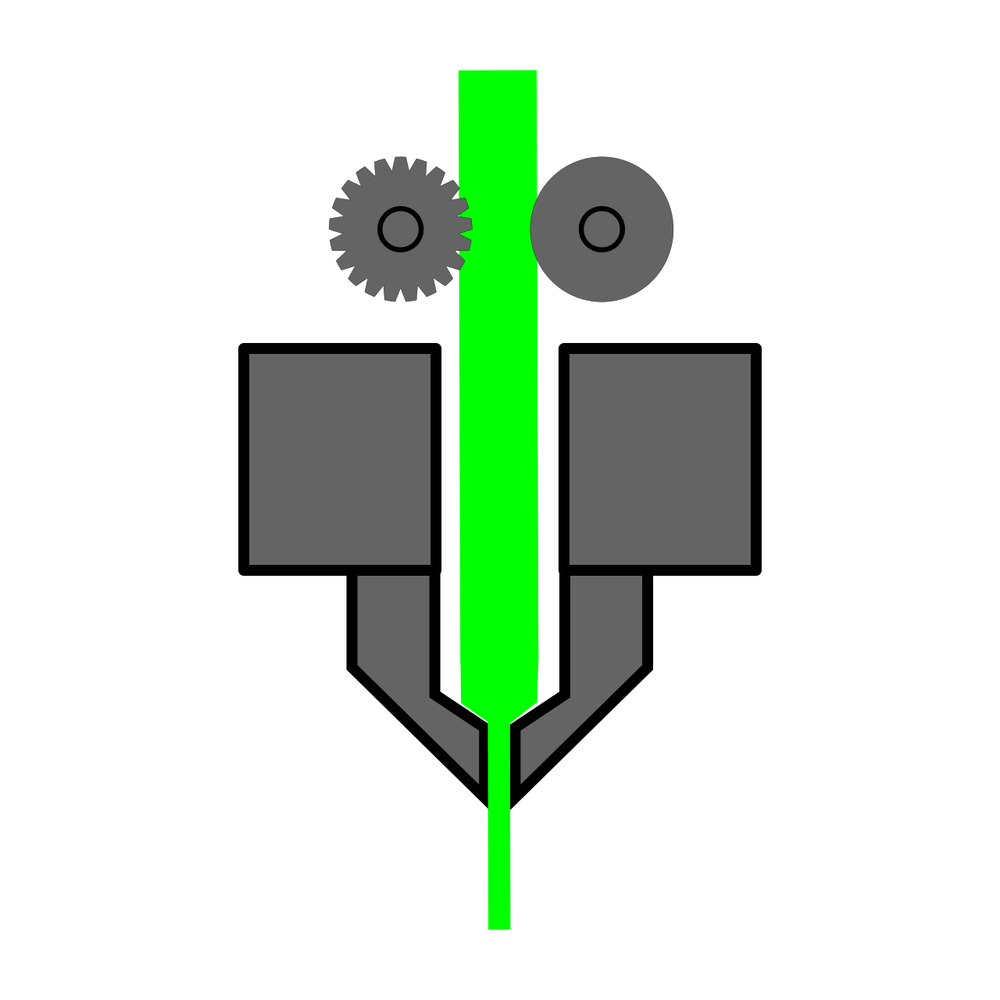 Image source: fabbaloo.com
Ezzel szemben az indirekt extrudereknél az extruder és a hotend között egy teflon bovdenben halad a műanyagszál, így a továbbító mechanika és a nyomtatófej között 50-70 cm-nyi távolság van:
Image source: fabbaloo.com
Ezzel szemben az indirekt extrudereknél az extruder és a hotend között egy teflon bovdenben halad a műanyagszál, így a továbbító mechanika és a nyomtatófej között 50-70 cm-nyi távolság van:
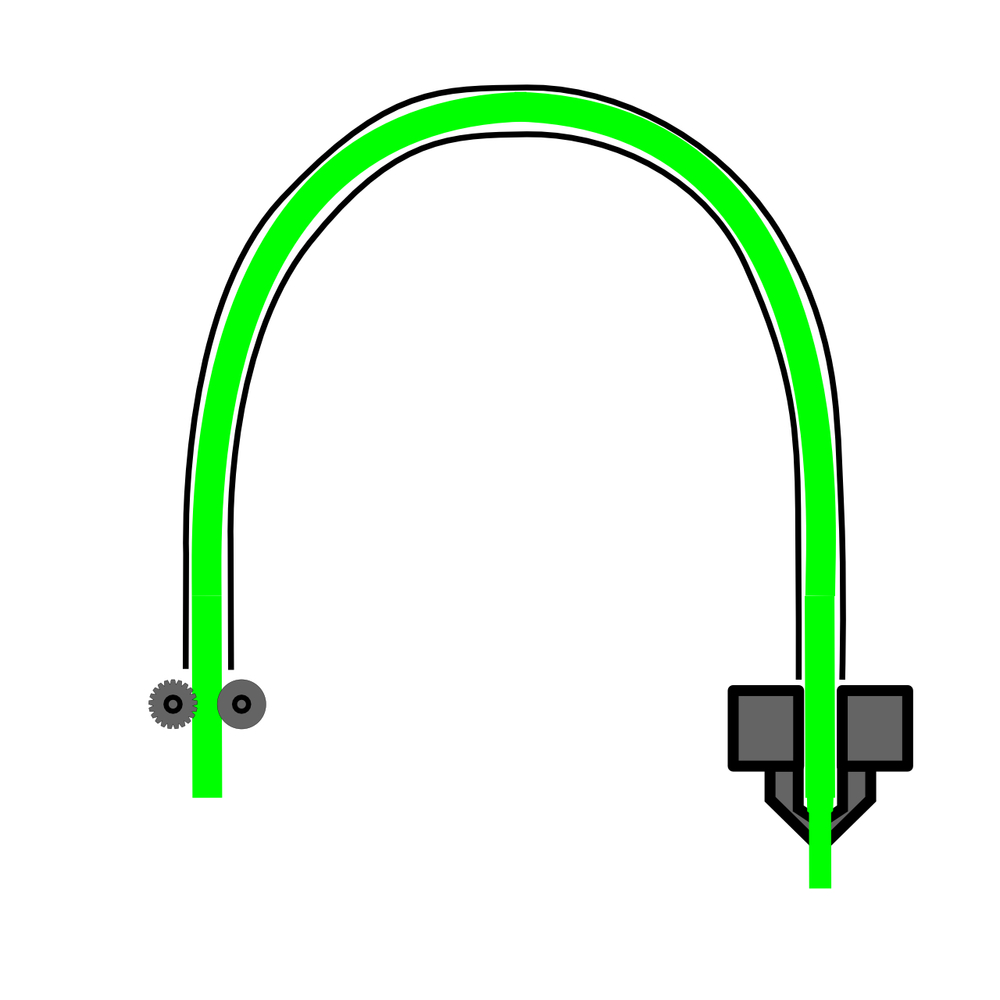 Image source: fabbaloo.com
Az indirekt extrudereknek az az értelme, hogy az extruder tömegét leválasztják a hotendről és így a nyomtatófejet gyorsabban lehet mozgatni, némi sebességnövekedést elérve ezáltal. Ez egész addig hangzik jól, amíg megveszed az indirekt extruderes printert, elkezded használni, majd minden filament tekercs végén tapasztalod, hogy az indirekt extruder miatt 50-70 centi műanyagszál megy a kukába, mert ezt az utolsó 50-70 centit már nem tudja betolni a fejbe az indirekt extrudered. Ez a kupac a nálam keletkezett filament hulladék egy része:
Image source: fabbaloo.com
Az indirekt extrudereknek az az értelme, hogy az extruder tömegét leválasztják a hotendről és így a nyomtatófejet gyorsabban lehet mozgatni, némi sebességnövekedést elérve ezáltal. Ez egész addig hangzik jól, amíg megveszed az indirekt extruderes printert, elkezded használni, majd minden filament tekercs végén tapasztalod, hogy az indirekt extruder miatt 50-70 centi műanyagszál megy a kukába, mert ezt az utolsó 50-70 centit már nem tudja betolni a fejbe az indirekt extrudered. Ez a kupac a nálam keletkezett filament hulladék egy része:
 Emellett az indirekt extruderes megoldásnál jóval kevésbé lehet precízen visszarántani a fejből a nyersanyagot nyomtatás közben (=retraction), ami aztán külön extra kalibrációs macerát jelent csak.
Summa summarum, ~4 év 3D print tapasztalatával mondhatom, hogy az FDM nyomtatóknál nem érdemes a sebességet hajszolni, mert az a minőség rovására mehet. Inkább spórolj nyersanyagot és válassz egy direkt extruderes nyomtatót.]]>
Emellett az indirekt extruderes megoldásnál jóval kevésbé lehet precízen visszarántani a fejből a nyersanyagot nyomtatás közben (=retraction), ami aztán külön extra kalibrációs macerát jelent csak.
Summa summarum, ~4 év 3D print tapasztalatával mondhatom, hogy az FDM nyomtatóknál nem érdemes a sebességet hajszolni, mert az a minőség rovására mehet. Inkább spórolj nyersanyagot és válassz egy direkt extruderes nyomtatót.]]>
G1WH dashcamet. Most jutottam el odáig, hogy a kamera saját, undorító mountja helyett gyártsak egy megfelelőbbet a két autóba – a Legacyban így néz ki:
 Erről a dashcamről van szó:
Éles szemű olvasóink már megfigyelhették az ojjektumo(ka)t a 12-es naEzMi posztban, amiért Petinek lógok egy sörrel.
Csináltam hozzá szexi assembly HOWTO videót is:
A modelleket most is viheted a youmagine-ről.]]>
Erről a dashcamről van szó:
Éles szemű olvasóink már megfigyelhették az ojjektumo(ka)t a 12-es naEzMi posztban, amiért Petinek lógok egy sörrel.
Csináltam hozzá szexi assembly HOWTO videót is:
A modelleket most is viheted a youmagine-ről.]]>
 Egyelőre nincs több segítség, lássuk mire juttok ennyivel!]]>
Egyelőre nincs több segítség, lássuk mire juttok ennyivel!]]>