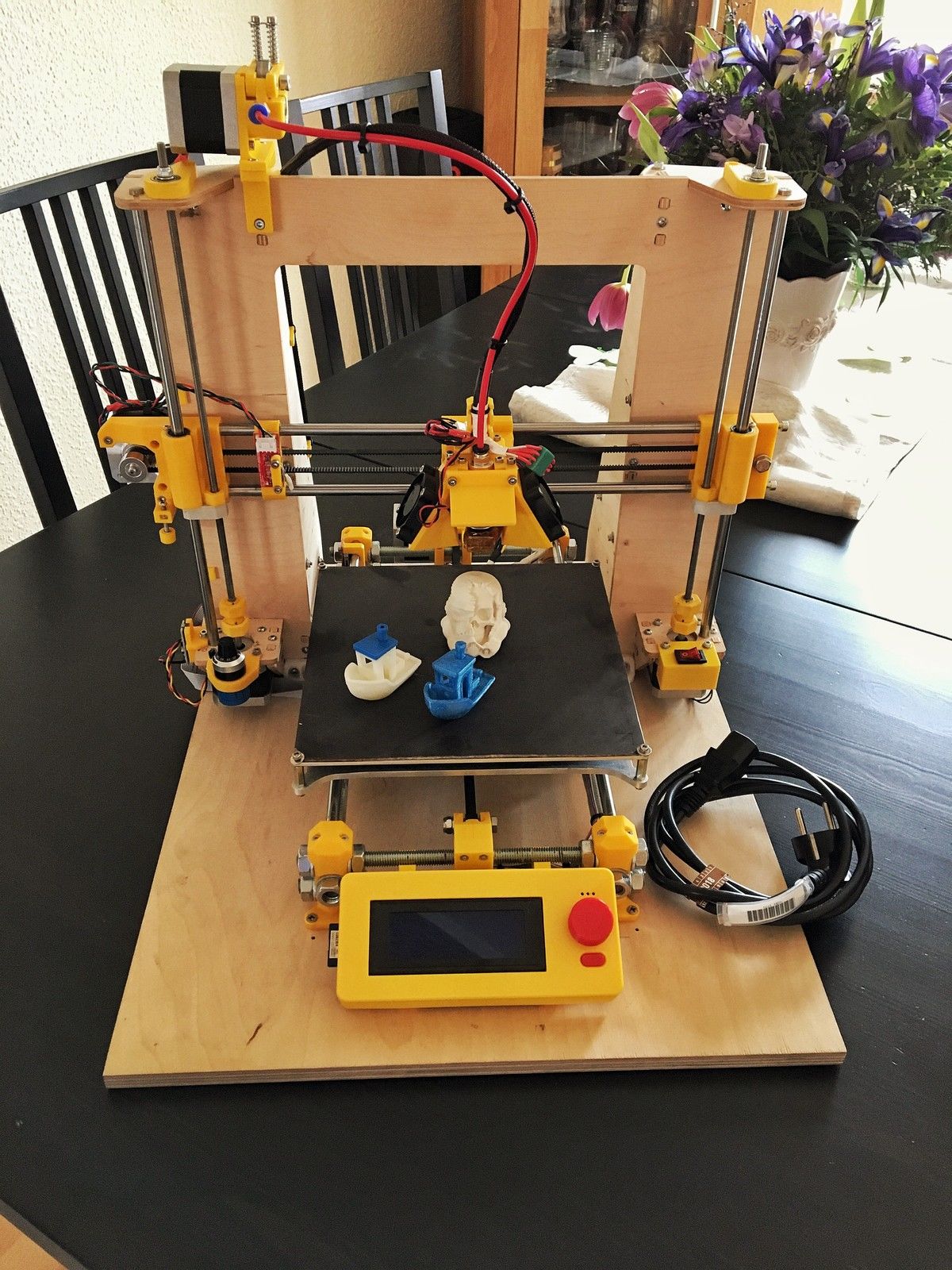
használt 3D nyomtatót vett és megkért, hogy mondjak véleményt róla. A printer egy Prusa i3 klón, a kerete fából készült, ami a kocsit mozgató Y mechanikával együtt egy másik falaphoz van csavarozva:
 Az alábbi tulajdonságokat szedte össze a tulajdonosa:
Az alábbi tulajdonságokat szedte össze a tulajdonosa:
- új nozzle, a hotendhez, amit csak próbanyomtatásokhoz használt
- új ékszíjak az X és az Y tengelyeken
- tartalék alkatrészek
- igény szerint a nyomató összes nyomtatott alkatrészéhez a forrásfileok mellékelve
- edzett 8 mm-es precíziós X és Y tengelyek
- X és Y tengelyeken bronzhenger helyett csapágyak
- Y tengelyen a szokásosnál precízebben felfogatott ékszíjak
- a tárgyasztalt tartó lemez 5 mm vastag, hőterhelésre nem görbülő alumínium
- MK8 compact bovdenes extruder
- fém hotend, ami 300 ℃-ig terhelhető
- MK3 fűtött tárgyasztal, Pertinax tapadást segítő felülettel
- Z tengelynél Hall szenzorok
- Arudino mega 2560, RAMPS 1.4, DRV8825-ös léptető driverek
- ledes világítás
- A fa váz érzékeny a környezet hőmérséklet és páratartalom változására is, azt mindenképp cserélném. Szerencsére ez egy Prusa i3 RepRap klón, rém egyszerű lesz a dolog, mert csillió leírás van ezekhez – itt van pl. a cseh Rebelix. Ha átszereled a printert, mindenképpen úgy tervezz, hogy be lehessen dobozolni, mert minden printnek jó, ha nincs nyomtatás közben légmozgás körülötte és stabil a hőmérséklet, ABS-t nyomtatni pedig enélkül egyszerűen lehetetlen.
-
A fotón nem látszik jól, hogy a Z leadscrew-k milyen kuplunggal rögzülnek a NEMA17-ekhez, érdemes megnézni, hogy mekkora lötyögés van benne. Ha lazának érzed a kapcsolatot, akkor le lehet cserélni flexibilis alu kuplungra:
 Roli barátom sokáig egy sima szilikon csővel kötötte össze a léptetőmotor tengelyét a trapézorsóval és az ő elmondása szerint az is nagyon jól bevált.
Roli barátom sokáig egy sima szilikon csővel kötötte össze a léptetőmotor tengelyét a trapézorsóval és az ő elmondása szerint az is nagyon jól bevált.
- Mindenképp dobozold be a printert valami zárt kamrába. Én IKEA LACK asztalokból és némi akrilból építettem egy zárt kamrát a sajátomnak, de megteszi bármi, ami a printer körüli légmozgást meggátolja (akár ráboríthatsz egy nagy átlátszó műanyag dobozt is).
- A Pertinax felületről még nem olvastam (amit találok róla az csak német), de simán lehet jó, van többféle tapadásnövelő megoldás is. Nekem a PEI (=PoliEther-Imid) sheetek váltak be leginkább, de nem mondanám azonnal, hogy válts arra, előbb próbáld ki a meglevőt aztán ha esetleg nem válik be, mert sok lesz a warping akkor PEI sheet meg 3M 468 MP hőtűrő kétoldalas ragasztó zárt print chamberrel kombinálva és problem solved.
- Az 5 mm-es alumínium tárgyasztal támaszték jó masszív lesz, azt szeretni fogod. Nem tudom, hogy automatikus bed leveling van-e, de nagy eséllyel igen, mert különben állítható lenne az asztal felfüggesztése itt meg fix távtartókon ül.
- Én nem szerettem az Ultimakernél a bovdenes extrudert, a nálam levő Prusa i3 mk2-n direkt extruder van. A különbség a retraction fázisban látszik: a bovdenes verziónál az extruder-hotend közötti távolság 100+ mm, míg a direkt extruder esetén ez csak pár 10 mm, egy rövid visszarántásnál képes annyit tekeregni a bovdenben a szál, hogy az ne legyen elég, ha meg növeled a retraction távolságot a slicerben, akkor a nagyobb távolságra visszarántott forró műanyag miatt megnő az eldugulás (clogging) esélye is. Ki kell próbálni és majd látod, hogy mennyire válik be, lesz-e stringing a nyomatokon. Ha igen, akkor majd rádumállak egy E3D Titan Aero extruder/hotend kombóra (az enyém itt kavarog már valahol Sydneyben) 🙂 Ha flexibilis nyersanyaggal dolgoznál, akkor mindenképp kell a direkt extruder, mert azok még macerásabbak.
Köszi 🙂
Pertinax-ról itt írnak, nekik pont Ultimakerrel volt nem olyan jó tapasztalatuk PEI-nél ezért Pertinax-ra váltottak és azóta nincs gondjuk a tapadással.
Időnként fel kell csiszolni de ennyi:
https://ultimaker.com/en/community/23341-pei-dauerdruckplatte-aluminium
(nincs direkt link a hozzászóláshoz: “Posted Nov 23, 2016 – 8:04 AM”)
Hali,
nagyon szeretem a 3D témájú bejegyzéseidet és sokat tanultam belőlük. Szóval köszi;-)
A Prusa nyomtatódról esetleg nem tervezel egy bejegyzést, hogy mennyire vált be és milyen tuningokat csináltál rajta (vagy tervezel) és melyiket miért?
Üdv.:
Ize
Örülök 🙂
Prusa i3 MK2-ről nagyon rég érik egy hosszabb post, ha holnap belefér a napomba, akkor megírom, stay tuned!-)
AiRLAC: kíváncsi vagyok nagyon, mit tapasztalsz a Pertinaxnál, mindenképpen számolj majd be róla! Egyébként Josef Prusa is idegenkedett a PEItől elég sokáig, aztán egyszercsak megjelent az MK2 PEI sheetes heated beddel 🙂 Na de majd az i3 MK2-es postban mesélek saját tapasztalatról.
Szia!
Már nagyon (de türelmesen) várom a prusa postot;-)
Addig is amíg egyszer csak sorra kerül, csak irigykedni tudok, hogy felétek az Alidban lehet 3d nyomtatót kapni évente egyszer: